數(shù)控科技有限公司")
專(zhuān)注于金屬板材自動(dòng)化切割
誠(chéng)信為本,全面解決切割需求

服務(wù)熱線(xiàn):
189-8629-0037
189-8629-0037
專(zhuān)注于金屬板材自動(dòng)化切割
誠(chéng)信為本,全面解決切割需求

數(shù)控精細(xì)等離子切割機(jī)在鈑金行業(yè)的切割特點(diǎn)及優(yōu)勢(shì)介紹
發(fā)布時(shí)間:2019-11-08 15:44:37 鈑金行業(yè)薄板成型下料的傳統(tǒng)工藝一般是,現(xiàn)有剪板機(jī),剪出整體外形尺寸,再用沖床開(kāi)里面的孔。如果整版里面有幾種規(guī)格大小不一的孔,需要用幾種模具才能完成開(kāi)孔。這種加工工藝工序較多,其加工質(zhì)量完全依賴(lài)于操作工人的工作態(tài)度及技術(shù)水平,效率也不高。隨著數(shù)控等離子切割機(jī)技術(shù)的日趨成熟,越來(lái)越多的鈑金加工廠(chǎng)開(kāi)始選用數(shù)控等離子切割機(jī)來(lái)切割下料,用工業(yè)自動(dòng)化代替人工是必然的趨勢(shì)。那么用數(shù)控等離子切割來(lái)做鈑金下料有哪些優(yōu)勢(shì)及特點(diǎn)呢?武漢華宇誠(chéng)數(shù)控為大家簡(jiǎn)單做幾點(diǎn)簡(jiǎn)紹。
1、省工序。CAD圖紙到套料軟件里,自動(dòng)排料后生成G代碼直接就開(kāi)始加工。從內(nèi)部開(kāi)孔到外輪廓一次性切割,相同圖形部件批量化生產(chǎn),各種不同圖形一版切割,無(wú)論是小件小量打樣,還是大件批量切割都能很快切割完成,而在這之前需要做的只是您坐在電腦前調(diào)入圖形,調(diào)幾個(gè)參數(shù),節(jié)約時(shí)間、工序和人工成本,從而降低生產(chǎn)成本。
2、等離子切割除了電極噴嘴的消耗之外再無(wú)其它成本消耗,其切割精度在±0.5mm,完全可以滿(mǎn)足鈑金行業(yè)要求。
3、在數(shù)控精細(xì)等離子切割機(jī)中套鏈編程軟件的使用可以讓你更好的管理您的生產(chǎn)產(chǎn)品,板材利用情況,已生產(chǎn)數(shù)量及待生產(chǎn)情況,預(yù)計(jì)切割生產(chǎn)時(shí)間,板材虛擬出入庫(kù)管理,您都可以一手輕松掌握,從而可以一定程度上避免由于人工工序多而造成的材料浪費(fèi)。
4、鈑金切割加工主要以3mm以?xún)?nèi)的薄板為主,數(shù)控等離子切割機(jī)切割此等厚度的板材其切割速度可達(dá)10m/min,效率很高。
5、由于其完全按照?qǐng)D紙任意圖形自動(dòng)加工,對(duì)于小單的業(yè)務(wù)切割打樣,不再需要再開(kāi)模具,節(jié)約模具費(fèi)用。
6、操作方便,只需一個(gè)機(jī)器操作工做簡(jiǎn)單培訓(xùn)后,即可完全批量切割加工,節(jié)約人工,減小工作強(qiáng)度。
產(chǎn)品的主要結(jié)構(gòu)特點(diǎn):
1、縱向采用雙邊同步驅(qū)動(dòng)系統(tǒng)及縱向?qū)虿捎弥本€(xiàn)導(dǎo)軌,使得傳動(dòng)更平穩(wěn),運(yùn)行精度更高。
2、橫梁采用了輕型結(jié)構(gòu)設(shè)計(jì),該結(jié)構(gòu)剛性好,自重輕,運(yùn)行慣量小。
3、自身帶有煙塵處理裝置,整機(jī)結(jié)構(gòu)緊湊。
產(chǎn)品的主要技術(shù)參數(shù)
序號(hào) | 項(xiàng)目 | 單位 | 參數(shù) |
1 | 軌距 | mm | 2000~2500(可根據(jù)客戶(hù)要求定制) |
2 | 軌長(zhǎng) | mm | 4000~8000 |
3 | 橫向有效行程 | mm | 1500-2000 |
4 | 縱向有效行程 | mm | 3000~7000 |
5 | 縱向?qū)к?/span> | m | 采用直線(xiàn)導(dǎo)軌(臺(tái)灣上銀或日本THK) |
6 | 割炬組數(shù) | 組 | 根據(jù)用戶(hù)要求配 |
7 | 切割速度 | mm/min | 0~6000 |
8 | 空城速度 | mm/min | 0~18000 |
9 | 割炬升降行程 | mm | 100 |
10 | 等離子切割厚度 | mm | 由等離子電源功率確定 |
切割樣件: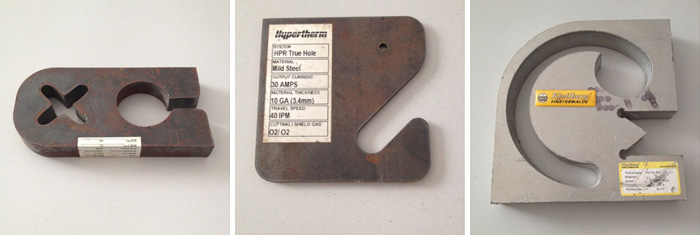
更多關(guān)于數(shù)控精細(xì)等離子切割機(jī)設(shè)備產(chǎn)品的詳細(xì)介紹請(qǐng)查看:http://www.m1059.cn/show-10-133-1.html

訪(fǎng)問(wèn)") 掃描二維碼手機(jī)訪(fǎng)問(wèn)掃描微信咨詢(xún)
掃描二維碼手機(jī)訪(fǎng)問(wèn)掃描微信咨詢(xún) 

 當(dāng)前位置:
當(dāng)前位置: